















&※相关推荐:【细长轴】不锈钢细长轴是深圳市铭源科技有限公司的主营业务,我司从事高精密度CNC数控车床、CNC电脑锣、铣床、6轴走芯机车铣钻攻中心 等对外生产加工服务的企业,是经国家相关部门批准注册的企业。

细长轴的详细信息
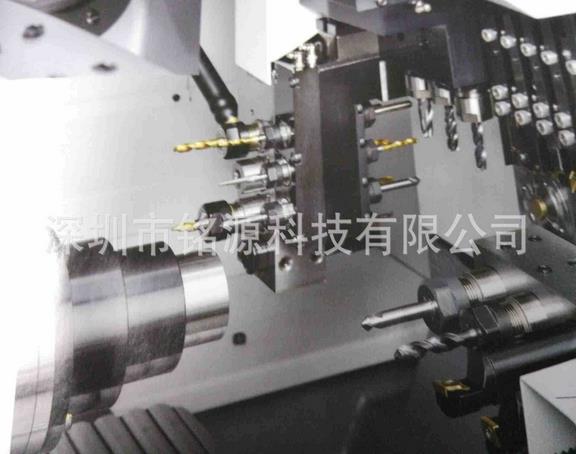
机加工类型:CNC车铣复合走心机
细长轴加工精度:全加工
加工材料:铜铝钢铁塑料等
细长轴大直径:32(mm)
大长度:300(mm)
细长轴公差:0.01
表面粗糙度:RA0.8
打样周期:1-3天
细长轴加工周期:1-3天
细长轴出现的问题与解决方法
在细长轴的车削时,除了要解决细长轴的刚性不足而产生的弯曲、振动之外,还要注意的是细长轴在加工中也易出现锥度、中凹度、竹节形等。
1、 锥度的产生是由于顶类和主轴中心不同轴或刀具磨损等造成的。解决的办法就是调整机床精度,选用较好的刀具材料和采用合理的几何角度。
2、 中凹度是两头大、中间小现象,影响工件直线度。其产生的原因是跟刀架外侧支承爪压得太紧,在离后顶类或车头近处,因材料的刚性强顶不过来,故造成工件两头直径大,而中间的刚性相对较弱,支承爪就会从外侧顶过来,从而加大了吃刀深度,所以中间凹。解决的方法是让支承爪不要过紧或过松。
3、 竹节形是工件直径不等或表面等距不平的现象,这也是跟刀架外侧支承爪和工件接触过紧(过松)或不错精度差造成的。
在进行切削时,由于支承爪接触工件过紧,当跟刀架行进到此处时,将把工件顶向刀尖,增大了吃刀深度,使此工件直径变小,由于变小后由间隙产生,切削时的径向力又把工件推到和跟刀架支承爪接触,此时,工件的直径又变大了,这样不断重复,有规律的变化,使工件一段大,一段小形在竹节。解决的办法就职选择精度高的活不错,并采取不停车跟刀的方法,其次还可采用宽刀刃的方法来竹节形。
因此,在细长轴的切削过程中,要采取不同的方法,高速小吃刀量或低速大吃刀量反向切削的方法,来切削系统,同时配有中心架或跟刀架来增加工艺系统的刚性。才能的完成细长轴的切削。
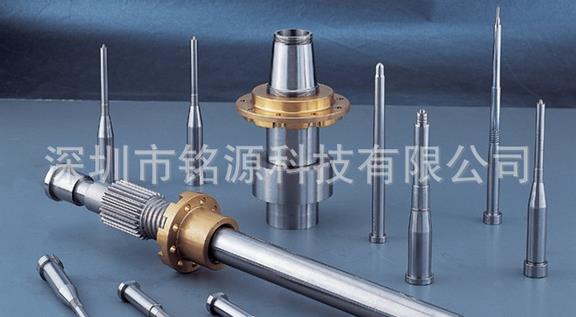
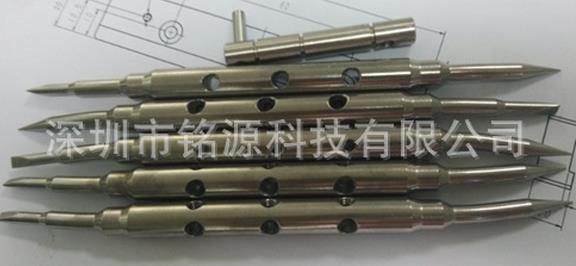
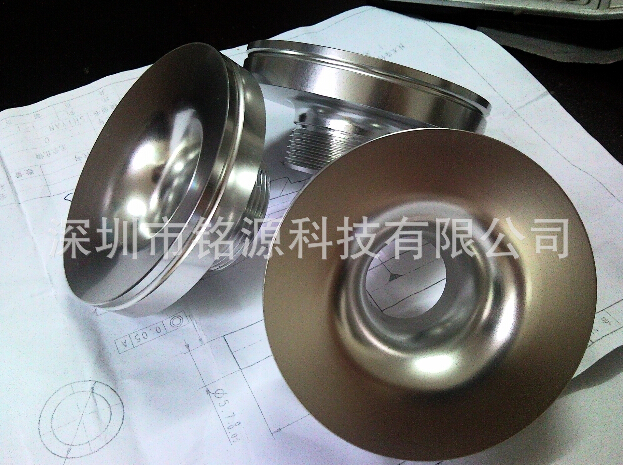
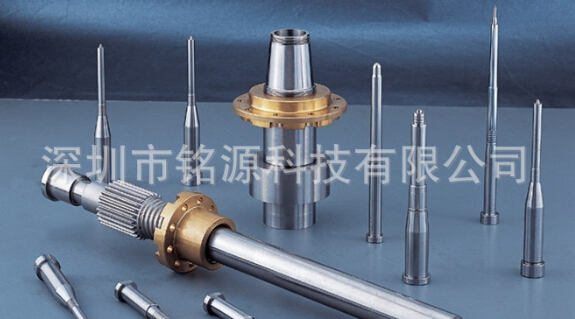
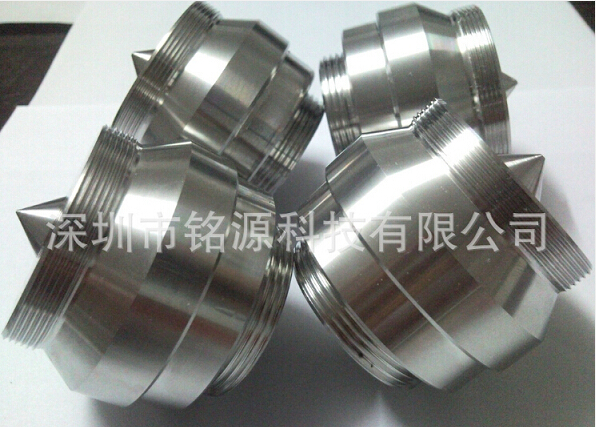
细长轴的产品展示